We have sinker EDM capability with our Hansved CNC sinker EDM.
This machine is equipped with a Rotobore enabling precision holemaking.

Maximum capacity is 12″ x 8″ x 6″ tall..
We have sinker EDM capability with our Hansved CNC sinker EDM.
This machine is equipped with a Rotobore enabling precision holemaking.
Maximum capacity is 12″ x 8″ x 6″ tall..
We have wire EDM capability with our Chmer wire EDM.
This machine is equipped with a rotary B axis enabling highly complex wire EDM cutting.

Maximum capacity is 14″ x 9″ x 8″ tall.
The rotary B axis can accept work up to 5″ diameter and 8″ long.
This is one of a pair of miniature punches and dies that could only be produced with the EDM process.
Both parts are extremely hard toolsteel ; over 60 Rockwell C.

The button is A-2 toolsteel hardened to 60-62 RC and still needs to be finish ground.
The openings are 0.0209″ wide.

This is the mating punch.
Die clearance is 0.0013″ total and the punches are 0.156″ long.
They were cut by wire EDM cutting an electrode, then sinker EDM cutting the punch profiles and orbiting the electrode to bring the punches to size.

These 304 stainless steel parts are used in anti-snoring appliances.
Implant Mechanix cuts these a few hundred at a time on our new wire EDM machine.
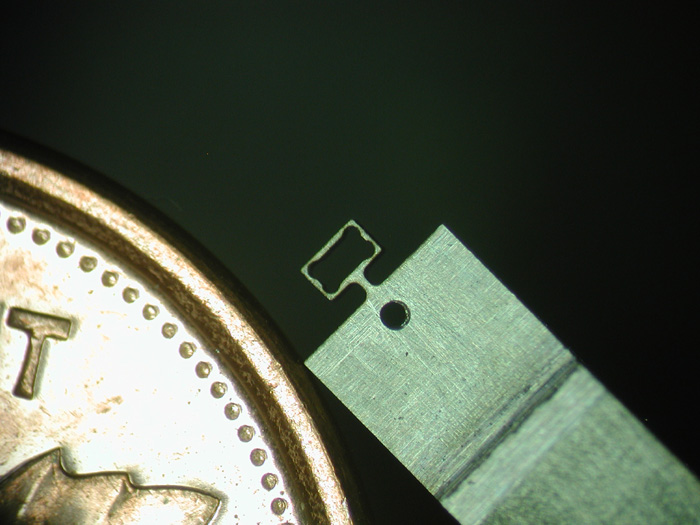
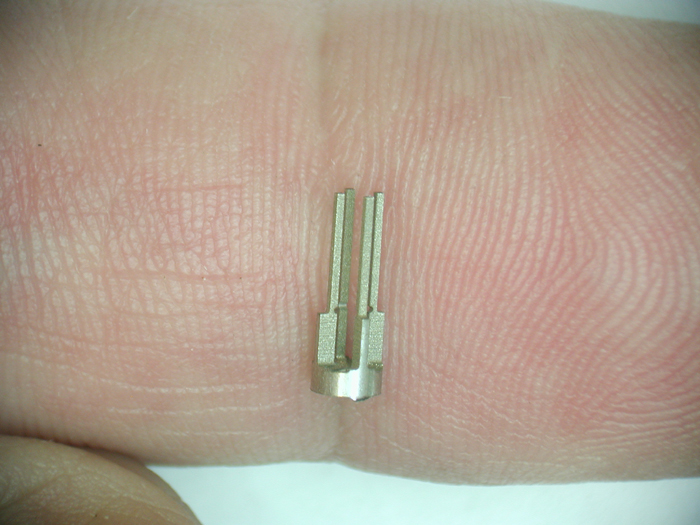
Shown are 2 shots of a micro sized medical part in 17-4 PH stainless steel. The part is micro drilled, wire EDM cut and the cut-off stub is hand finished. The part is tiny: it is 0.050″ (1.25mm) long and 0.030″ (0.75mm) wide. The wall thickness is 0.004″ (0.1mm) at the thick points and the part is accurate to within 0.0003″. It was a challenge to cut this tiny part, mostly because of the difficulty in not losing or destroying it when it was cut off from its stem.
The part still in the EDM worktank and attached by a tiny stem to the material blank. The 0.015″ start hole for the next part is also visible. The stem is 0.005″ wide

The finished, hand dressed part. Parts this small are hard to hang on to and stabilise for hand finishing. This is microscope and tweezer work, and a minor mis-step with the tweezers means you’ll never find your part again! On the right side of the shot you can see the ruby file and diamond file used to dress off the cutoff vestige from the wire EDM process. The part is the tiny black rectangle just to the left of the penny. (Click the thumbnail to enlarge it)

These clamping devices need to have a textured gripping surface of a specific roughness. Sinker EDM is a good means to achieve that goal. Shown are a before and after picture. The parts are hardened tool steel and the heads are about 1 inch in diameter.
This is a stainless steel tube that forms part of a needle biopsy instrument. The tubing is very thin…the wall is 0.004″ thick. The slots need square ends and must be precisely oriented around the tube. The slots must be bur-free since other parts slide in the tube. Despite its expense, EDM is the obvious processing choice for a part like this.

The slots are 0.015″ wide. There are six of them around the periphery of the tube which is just over 1.0 mm in diameter. The slots were cut using the sinker EDM by vectoring a six pronged electrode around the tube which was oriented standing up in the worktank. The tube is so flimsy that the first attempts resulted in deformation of the tube when it was clamped into the vee block even though the clamping was performed very gingerly.

Here is the electrode. It is made from copper tungsten which is the material of choice for electrodes that are fragile and must stand up to repeated use. This electrode material is quite difficult to machine on conventional equipment, but wire EDM cuts it very well. The two big flats cut into the body are reference surfaces for aligning the electrode when it’s used. This electrode has burned 6 tubes and still has a good bit of life in it.

Shown are a pair of parts used in a torque clutch for a surgical instrument. These are made of 17-4 PH stainless steel and required turning, milling and sinker EDM to complete. The biggest part is just under 1 inch in diameter.

New Wire EDM Capability: Here is a good example of what the rotary axis can do.This nitinol pin is used to hold a dental implant onto a special wrench during implant surgery. The material is very hard and also super elastic making it very difficult to machine conventionally. This tiny part was burned in one setup on the wire EDM to tolerances of +/- 0.0002” using the rotary axis in indexing mode.
Another tiny part cut with the rotary axis. Parts like these are still expensive to cut using such a slow machining process but there is really no other way to make something like this. By the way, the little vanes are 0.015″ thick and 0.020″ wide. They will be laser welded onto a 1/16″ diameter tube, then cut free from the stub at the bottom of the picture. If you look closely, you can see a tiny notch cut into each vane…that’s where I’ll make my cut under the microscope with a diamond disc.

Shown is an experimental surgical bur used by a scientist for bone surgeries on rodents. It was one of several attempts to find the best geometry for the cutting tip. The tip is 1.8 mm diameter and has three cutting flutes. It is made from 440C surgical stainless steel. The tip geometry is created by rotating the rotary axis 180 degrees synchronously as the wire follows a curved path 4 mm long. The shank is 0.8 mm diameter and is left rough since there was no need to incur the expense to wire it to a fine finish. Overall the part is 25 mm long.

This is an injection mold for a rubber part. On the right, the cavity has been EDM machined to a coarse finish to give the part a matte texture. The left side of the mold and most of the right side was milled with CNC.
© 2025 IMPLANT MECHANIX
Recent Comments