We have laser welding capability with our Rofin-Baasel glovebox laser welder

Maximum capacity is 6″ x 6″ x 4″ tall..
We have laser welding capability with our Rofin-Baasel glovebox laser welder
Maximum capacity is 6″ x 6″ x 4″ tall..
This plastic part had a problem with localized flashing at the parting line, making it difficult to assemble to its mating part. A tiny nick on the parting line of the mold cavity was the source of the problem. The welded repair needed to be very delicate so it could be re-finished by hand without needing to go back into the EDM machine for re-burning.

1. THE PLASTIC PART: This tiny flash was all it took to mess up the assembly.

2. THE DEFECT IN THE MOLD CAVITY: The cavity is P20 Hi- Hard mold steel and the ding is circled in blue and red. Also visible laying across the penny is a bit of welding wire 0.005″ in diameter (about the thickness of a human hair). Welding wire in this size is very difficult to handle; it’s so fine you can’t feel it with your fingers. I have a special technique for managing wire this small: I use microsurgical needle drivers left over from my days as a dentist to hang onto it…that’s what caused the nicks you can see along its length.

3. THE REPAIRED DEFECT: The challenge with these very tiny welds is not to burn away the corners of the cavity with the welding pulse, and to place the tiny, wiggly welding wire in the proper spot without blowing it out of position with the shielding gas. It takes a lot of practice to do this with confidence…I used up a good half of my 0.005″ wire stock just learning how to handle it, and I can’t have coffee before doing this class of repair welding.

4. THE INSERT ON THE BENCH READY FOR FINISHING: All that’s needed now is a couple of minutes with a ruby stone and the mold can go back together.
Shown is a titanium tee that cannot have any crevices in which bacteria can grow. This requires both an external and an internal weld. The external weld is completely straightforward but the internal weld is a challenge, not only to weld, but also to photograph.

A simple freehand laser weld. The material is Ti6Al4V and the weld is perfomed under argon coverage. This is a fusion weld (no filler wire added) and the customer supplied the individual parts. Fusion welding like this requires excellent fit of the joint, typically with a gap no bigger than 0.002″

Here is the internal weld, about a half inch down a 0.250″ diameter hole. You can see from the photo that it’s at an awkward angle, so the hole in the upright leg of the tee was made a bit larger in diameter to provide a ledge for the beam to hit. This weld requires no strength; its only function is to seal the crevice to prevent bacterial ingress.

The largest outside diameter is 3/16” (just under 5mm). The weld is about 0.02” wide (½ mm). You can see my grubby finger under the assembly for a sense of scale. The material is 17-4 PH stainless steel, welded to nickel plated 304 stainless steel tubing.

The gear is 0.25″ diameter (6.25mm).
The material is 17-4 PH stainless steel.

The cores have worn in the corners and are flashing during molding. The repair must not gouge the corners of the existing part, and must be built up enough for refinishing. The material is P20 mold steel.
The corner was gouged with a cutter during rough machining. The repair must completely fill this large defect, but the heat of welding cannot be allowed to distort the part and shouldn’t disrupt the copper plug that seals a waterline in this part.
The material is 420M stainless at 52 RC.
This is about as big a weld volume as can be conveniently handled by laser micro welding. Bigger weld areas are better handled with TIG, but at the risk that the part will distort.
It is possible to do the rough welding using TIG and manage areas of distortion afterward, with the laser welder.
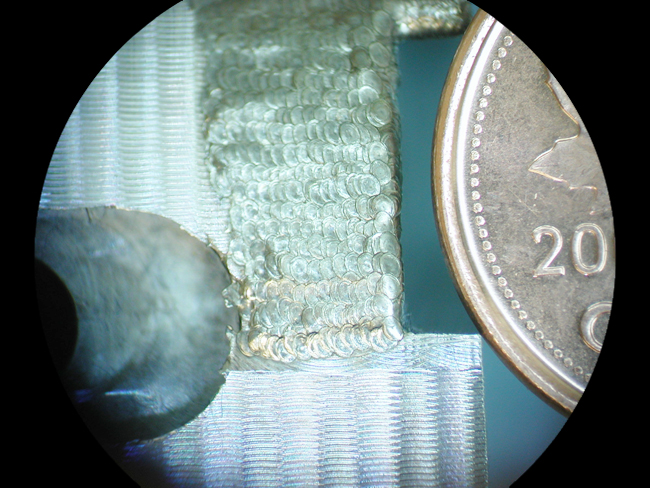
1. TOP VIEW: Note the huge number of individual welds required to fill this defect. (Each hemispherical mark you see, is formed by a discrete weld deposit using a 0.015” diameter 420 M stainless welding wire under argon gas coverage).

2. SIDE VIEW: The weld is about 4 layers deep at its thickest.

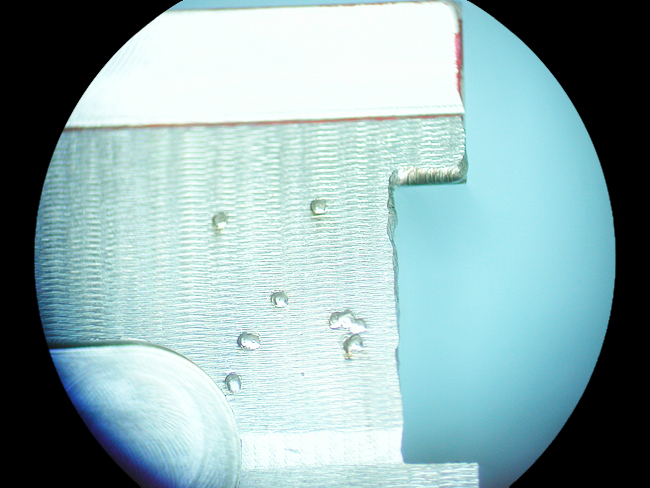
3. AFTER MACHINING: some defects are still visible and will be corrected by spot weld placement.
4. SPOT REPAIR

5. FINAL FINISHING: At approximately 40X magnification, the defect is barely discernable, and is completely invisible to the naked eye.
The engraving was changed per customer request.
The surface geometry to enable re-machining the insert was not available, therefore the welding needed to be delicate, allowing it to be re-finished using only polishing stones. On the left side, a logo has already been welded and hand stoned to 600 stone finish.

1. The lettering is approximately 1/8” (3.2mm) tall. The welds stand proud of the surface less than 0.003” (0.1mm). The material is P20 mold steel.

2. A DETAIL SHOT: (From another insert with slightly larger letters)
© 2026 IMPLANT MECHANIX
Recent Comments