
These brass collets are used to hold tube electrodes.
Implant Mechanix makes these for in-house use.
These brass collets are used to hold tube electrodes.
Implant Mechanix makes these for in-house use.
Turning custom screws in small quantities is a significant part of my CNC turning business.
Here is a pair of typical screws I’ve cut.

The screw is turned from 303 stainless steel and is 0.500″ long.
These screws are a bit challenging to turn because they’re so long compared to their small diameter.
Normally they’d be made on a Swiss machine, but the quantities were far too small to justify setting up a Swiss lathe.

These screws are used to mold a thread in a plastic part.
They are experimental; designed to prove out the molding process, so they’re made of free-machining brass.
A total of only 16 of these were made.
Here is a tiny turned roller for a medical device assembly machine.
Only 6 were needed, making this project unattractive for bigger vendors to tackle.

The body of the roller is 4 mm diameter and precision turned on my Prodigy CNC lathe to a 16 micro-inch finish.
The shafts were fitted into a precision wire EDM cut and diamond lapped bore, positioned to length using a 50:1 shadowgraph, and then swaged in place.

Here is a pivot shaft before installation; it’s quite a challenge to handle, and small enough to be lost forever if it’s dropped on the floor. (0.0205” diameter and 0.093” long)
2 pivot shafts, precision ground to length, and installed back-to-back, were used in each roller
The shafts were sourced commercially, and run in jewel bearings with almost zero friction.
The tip geometry is almost impossible to make without special equipment (0.001” radius and 2 micro-inch finish).
It’s also very delicate, even though the pivots are hardened, so sliding commercially available pivots into a machined hub and then swaging them in, became the process of choice to avoid damaging the tips during installation.
Attempts to press them into an undersized bore were unsuccessful.
Shown are 2 shots of a micro sized medical part in 17-4 PH stainless steel. The part is micro drilled, wire EDM cut and the cut-off stub is hand finished. The part is tiny: it is 0.050″ (1.25mm) long and 0.030″ (0.75mm) wide. The wall thickness is 0.004″ (0.1mm) at the thick points and the part is accurate to within 0.0003″. It was a challenge to cut this tiny part, mostly because of the difficulty in not losing or destroying it when it was cut off from its stem.
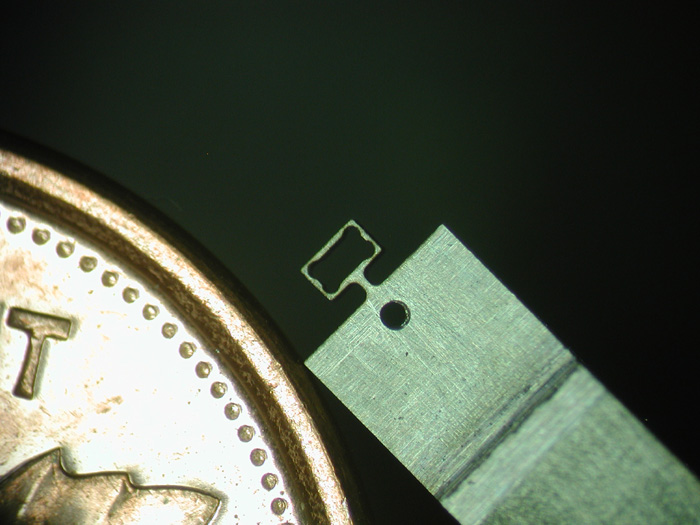
The part still in the EDM worktank and attached by a tiny stem to the material blank. The 0.015″ start hole for the next part is also visible. The stem is 0.005″ wide

The finished, hand dressed part. Parts this small are hard to hang on to and stabilise for hand finishing. This is microscope and tweezer work, and a minor mis-step with the tweezers means you’ll never find your part again! On the right side of the shot you can see the ruby file and diamond file used to dress off the cutoff vestige from the wire EDM process. The part is the tiny black rectangle just to the left of the penny. (Click the thumbnail to enlarge it)
Here is a prototype implant component made from titanium alloy. It is a laser welded assembly with turning, wire EDM, sinker EDM and laser welding all on a unit less than 5mm tall and about 5mm diameter.

The center screw can rotate inside the mating part but is captive. A laser welded collar holds it in place

This is an end-on view of one of the screwdrivers that forms part of the assembly. It is wire EDM cut from hardened 420M stainless steel, and has a taper to allow it to jam into the screw socket. It also has a center hole to permit another screwdriver to go through it. It is about 0.080″ diameter at the tip. The knurled screwdriver head is 304 stainless steel and was laser welded onto the tip

This tiny prototype dental instrument latch was milled from O-1 toolsteel and hardened to RC58-60, then polished. It is 0.025″ thick.

This is the same pin shown in the wire EDM photo gallery.

This little screw is turned from 303 stainless steel and has a very unusual screwdriver slot shaped like an “S”. Matching screwdrivers are also milled from 303 stainless steel by Implant Mechanix.

The part is turned from 17-4 PH stainless steel and the ports and tapered bore are EDM machined in this nozzle. Both the bore and the ports have a complex contour that could only be machined using sinker EDM.

Another part of the nozzle assembly.

The port electrode:The electrode material is Telco copper. the burn time was about an hour per electrode and 6 electrodes were needed to burn all the ports to final finish and geometry

Shown is a prototype of a part used in implant dentistry, just off the milling machine and ready for microscope deburring with a scalpel blade. The plastic is a high performance material called PEEK.
© 2025 IMPLANT MECHANIX
Recent Comments