Please stay tuned as we update this section
Please stay tuned as we update this section
We have surface grinding capability with our Kent surface grinder.
The machine is equipped with both a Diaform and an Optidress for precision form grinding.
It also is capable of limited cylindrical grinding.

Maximum capacity is 20″ x 10″ x 12″ tall.
Cylindrical grinding up to 3″ diameter x 6″ long.

This is the tool used to make the hex bore in the bevel gear blank shown below. It is ground from High Speed Steel and is 0.090” (approximately 2¼ mm) across the flats at the big end. It is progressive; each tooth removes approximately 0.001” of material, and the guiding elements between teeth keep the broach perfectly centered.

This custom tool was built to solve a concentricity and finish problem with conventional push broaching and wobble broaching.

This cutter is 0.062” across the points and is form ground from carbide.

The larger plastic part was modified from a molded part using the dovetail cutter; the smaller part was machined from bar.
200 units were produced using 4 axis CNC milling for product testing.
Implant Mechanix Inc later built two plastic injection molds to produce these parts in quantity. You’re looking at the parts from those molds.
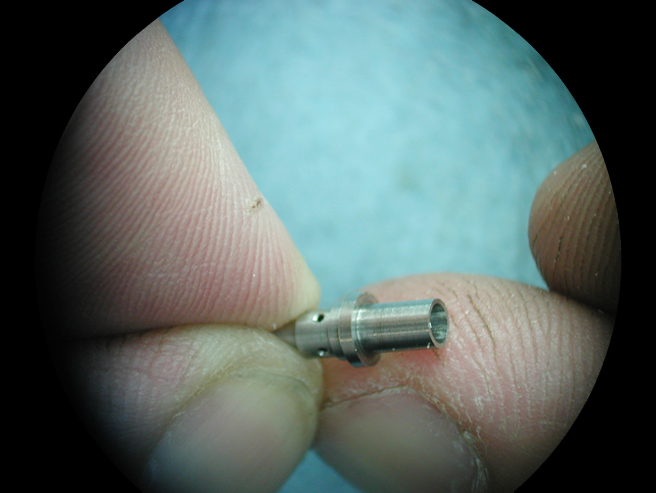
Here is the turned part: It is ½” long (about 13 mm) and has a tiny tapered through bore.
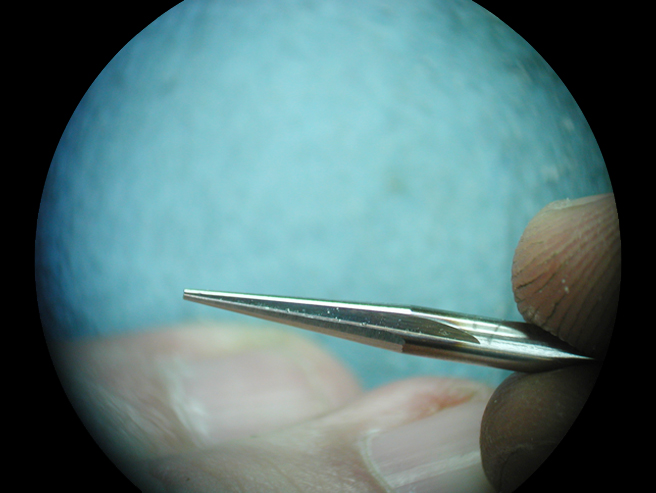
And here is the reamer used to make the bore: It is ground in-house from High Speed Steel, has 3 flutes and is 0.022” diameter at the tip (approximately ½ mm).

The reamer inserted into the part

Laser welding the inner tube to the nozzle.

Laser welding the outer tube. For more regarding laser welding, follow this link.
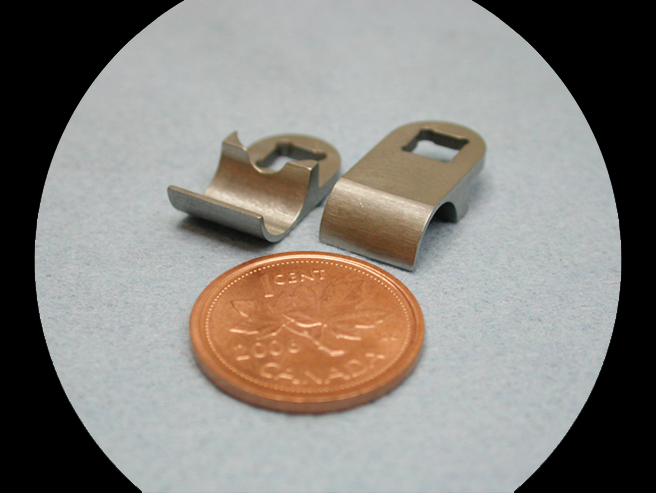
These are other surgical screwdriver parts.They were CNC milled from 303 stainless steel, form ground on the curved surface, and tumbled to finish. Quantity was 400 parts. These parts are also now metal injection molded from a mold built by Implant Mechanix Inc.

SIMPLE GANG FIXTURE:
Makes 10 parts at a time with minimal burring and no part distortion. The fixture was kept very simple because it was scheduled to retire after only 400 parts.

THE FIXTURE IN USE:
Machining time is about 12 seconds per part. The grinding wheel was shaped using a Diaform profile grinding wheel dresser.

CROSS SECTIONAL PROFILE:
The wall thickness is 0.025” (just over ½ mm).
© 2025 IMPLANT MECHANIX
Recent Comments